LA FUSIONE FATTA IN CASA
SOLOMPER VERI INTENDITORI
- 11 NOV. 2019
Quale miglior completamento all'arte della ricarica se non la produzione in casa di proiettili in lega. Quale conclusione più elevata al rango di ricaricatore per colui che riesce ad essere autonomo anche in questo. E quale vantaggio può corredare di un'economia casalinga e di hobby se non risparmiare in tutto o quasi, con riserva tuttavia di produrne una quantità sufficiente per smorzare il costo del materiale necessario e l'investimento personale. Difatti, il costo di una munizione di grosso calibro, .38 special o 9 mm., ricaricata si avvicinerà sensibilmente al prezzo di una cartuccia .22 LR.
Un secondo interessante aspetto è quallo di modellare i propri proiettili a proprio gusto e farbisogno e di non dipendere da nessun fornitore, non è difatti sempre agevole procurarsi dei proiettili per le munizioni specialmente se rare e quando si domina questa fabbricazione, si può produrrli "a domanda". Per produrre in casa i propri proiettili, bisognerà però trovare materiale specifico, essenzialmente di lavorazioni di scarto il cui costo è sensibilmente inferiore a quello del materiale nuovo. Il tiratore dovrà dotarsi di pentolini, mestoli, lingottiere, matrici per ogni calibro da ricaricare, di un crogiolo elettrico, di una pressa trafilatrice per proiettili.
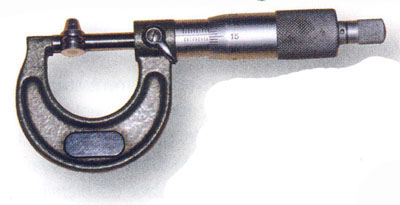
Per verificare la conformità dei propri proiettili, si avrà bisogno di un calibro o un micrometro, se possibile numerico che offriranno una precisione dell'ordine del centesimo di mm, una bilancia precisa al centesimo di grammo sarà molto utile. Per lanciarsi in questa attività ed ottenere dei buoni risultati, è preferibile procedere con metodo e di mettere bene in conto certi parametri che vado a presentarvi mediante questo articolo.
È molto importante determinare a fondo il diametro della canna dell'arma per la quale si vogliono realizzare delle palle. La tecnica più classica è di procurarsi un pezzo di piombo, molto molle che sarà introdotto della camera della canna e spinto verso l'uscita. In alcuni casi chi è già più esperto può caricare un proiettile in una cartuccia utilizzando una dose minima di polvere sufficiente a fare uscire il proiettile stesso dalla canna, sparato in un bidone di acqua si potrà recuperare senza deformazioni e misurato con semplicità. (nella foto a destra una fornace LEE per la fusione di proiettili in casa)Per le mie armi, ho potuto constatare che il mio .357 Magnum, un Manurhin MR73, era dotato in effetti di una canna di 0.355 pollici, come il mio Smith & Wesson Master 52 camerato in .38 Special, al contrario, la mia pistola semiautomatico SIG P210 camerata in calibro 9 mm. ha un diametro di 0.357 pollici. Questo esempio che cade su tre armi molto differenti dimostra quanto è necessario verificare bene le armi e di evitare di supporre che rispettano necessariamente gli standard (molto teorici) dichiarati.
In questo articolo, descriverò solamente la tecnica di produzione dei proiettili che è alla lontana il metodo di ottenimento dei proiettili più facile per un tiratore che vuole produrli per sé, in vista di un ricaricamento adattato alle sue armi. Esistono numerose forme di proiettili per ogni calibro, sarà preferibile privilegiare quelli che offrono la migliore lunghezza e forma, ad esempio preferendo gli ogivali dai tronco conici nelle semiautomatiche e i semi wad cutter agli ogivali nei revolver, io nel .357 Magnum e .38 Speciali, utilizzo con successo dei wad cutter da circa 150 grani, nel .45 ACP dei RN di 220 grani e nel 9X21, ottengo degli eccellenti risultati con LRN da 124 grani. (nella foto sopra a sinistra una lingottiera e due pinze fondipalle in alluminio da sei cavità. Sotto un micrometro)
Due tipi di matrici sono disponibili sul mercato, quelle realizzate in acciaio, forse dovrei dire lavorate all'utensile e quelle lavorate a partire da un blocco di alluminio pieno. I primi, in acciaio, sono proposti da RCBS e Lyman, presentano il vantaggio di essere molto robusti, invece, la loro inerzia termica elevata, li fa preferire per lunghi lavori specialmente se si lavora all'aperto in zone fredde, bisogna assolutamente scaldarli prima di utilizzarli e si devono modellare parecchie decine di proiettili prima che raggiungono la loro temperatura ottimale. L'acciaio che è nettamente più pesante dell'alluminio obbligherà a manipolare degli stampi di massa (peso) più elevata, su una matrice a 2 cavità, ciò si fa relativamente poco sentire, è invece nettamente più sensibile su delle matrici da 4 o 6 cavità.
Gli stampi in alluminio sono nettamente più leggeri dunque più semplici da manipolare, ciò che permette di trovare degli stampi 6 cavità di origine LEE Precision a prezzi molto bassi; ora, 6 cavità al posto di 2 permettono di ottenere, quasi nello stesso tempo di lavoro, tre volte più di palle. Per queste ragioni, la mia preferenza va nettamente agli stampi in alluminio di tipo LEE anche se utilizzo regolarmente degli stampi in acciaio di origine RCBS per realizzare palle della LEE. In ogni caso, bisognerà procurarsi anche una pinza per potere sorreggere lo stampo in sicurezza, generalmente, è dotata di impugnature in legno che limita così la diffusione di caldo verso l'operatore.
I proiettili modellati il cui uso è destinato ai calibri moderni per arma corta sono realizzati essenzialmente a partire da leghe composte di piombo, materia che è conosciuta per la sua densità elevata, ciò permette di ottenere un proiettile di massa elevata che resta compatto. Tuttavia, il calco di una palla realizzata unicamente in piombo conduce ad un proiettile molto molle che sopporta difficilmente l'accelerazione subita nella canna con una precisione su bersaglio disastrosa. Le mie prime prove di fusione che erano state condotte su delle wad cutter modellate in piombo destine al .38 Special, avevano messo in evidenza questi fenomeni. Per migliorare la situazione, occorre assolutamente adoperare una lega con durezza molto superiore a quella del piombo la cui durezza Brinell è di circa 5. (la foto mostra come usare il crogiolo della LEE per la fusione del piombo)
Solitamente si fa riferimento a leghe di piombo e di stagno, l'aggiunta di 5 ... 10% di stagno permette di indurire il proiettile, la durezza Brinell passa allora a circa 10, è facile procurarsi del piombo, per esempio sotto forma di tubo e lo stagno sotto forma di filo destinato alla saldatura. La lega includerà una proporzione dei due componenti che potrà decidersi con l'aiuto di una bilancia, per esempio 900 grammi di piombo e 100 grammi di stagno. LEE propone un misuratore di durezza ad un prezzo ragionevole. L'idea è sempre la stessa: utilizzare un punzone che va a penetrare il metallo di cui si vuole misurare la durezza. Secondo la durezza del metallo, l'impronta lasciata dal punzone sarà più o meno grande, basta misurare la dimensione dell'impronta per avere una buona idea della durezza del metallo.
LEE propone un piccolo cofanetto che include uno shell holder e una punzone filettato da usare sulle classiche presse e un piccolo microscopio grande quanto una penna. Montato il punzone sulla pressa come un DIE classico di ricalibratura basta poggiare il proiettile fuso o un pezzo di piombo sullo speciale shell holder e alzare il pistone della pressa, una molla all'interno del punzone fa in modo che la pressione sia sempre uguale. Si traguarda poi con il piccolo microscopio il segno lasciato dalla punta del punzone e grazie a una scala graduata si ha una misura che va comparata sull'apposito comparatore fornito nella scatola. Con un po' di esperienza di venta subito esperti. (nella foto il misuratore di durezza)
Un sistema ancora più semplice per trovare la giusta quantità dei componenti del proiettile è quella di pesare il materiale prodotto. Più la lega contiene stagno, più il suo peso decade: densità del piombo 11,35, densità dello stagno: 7,29. È allora importante disporre di una bilancia ultra precisa, con pesata da 0,06 grammi. Un pesata metterà in evidenza in pochi secondi la densità della lega adoperata, una miscela del 50% di piombo e il 50% di linotype dà generalmente dei buoni risultati. I tipografi disponevano nel passato di caratteri di tipografia che erano modellati in una lega di piombo (il 84%, di stagno (il 4%, di antimonio), circa 22 sulla scala della durezza Brinell. I tiratori americani fanno riferimento alla lega numero 2 che contiene il 90% di piombo talvolta, il 5% di stagno ed infine il 5% di antimonio. è utile sapere che circa 3 al 4% di stagno e di antimonio in supplemento basta ad aumentare nettamente la durezza della lega ottenuta. Attanzione: l'antimonio oltre a indurire la lega è usato perchè elimina il fastidioso problema del piombo che una volta che si raffredda si ritira, producendo proiettili di diametro più stretto di quello voluto.
Un'altra pista che ho sfruttato personalmente, è l'utilizzo di contrappesi per ruote d'auto, purtroppo, questa sorgente comincia a prosciugarsi a causa dell'applicazione di norme anti-inquinamento che tende a sopprimere l'uso del piombo per questa funzione. Oppure se il vostro club di tiro dispone di un'installazione adeguata, è in certi casi possibili riciclare i proiettili sparati nello stand, è certamente un passo che dovrebbe essere sviluppato dai nostri presidenti di club.
Il primo passo consiste nel liquefare il piombo e le sue note aggiuntive, per ciò, sono possibili parecchie opzioni , per esempio, un'opzione economica consiste ad utilizzare un fornello elettrico o a gas con un recipiente consumato che sarà riservato a questo uso, bisogna adoperare allora l'equivalente di un piccolo mestolo per riempire lo stampo, ma è certamente più pratico dotarsi di un piccolo forno elettrico LEE che, per un costo relativamente ridotto, permetterà di fare sciogliere velocemente circa 3 a 4 kg di lega di piombo, col vantaggio che questo forno è attrezzato di un rubinetto di uscita nella sua parte inferiore, questo è comandato da una piccola leva molto accessibile, nella parte superiore del fornetto. È importante sapere che i vapori di piombo sono tossici ed anche cancerogeni, bisogna procedere a questa attività in luogho molto arieggiato per limitare i rischi di ingestione di vapori di piombo, bisogna sapere in supplemento che il piombo utilizzato è raramente puro al 100% e è associato spesso alle tracce di arsenico di cui la tossicità è molto conosciuta. (nella foto la lavorazione all'aperto)
Personalmente, pratico questa attività in esterno, col bel tempo, leggermente ventoso, mi installo in modo che il vento presente caccia naturalmente i vapori di piombo lontani da me, ciò che mi permette di respirare un'aria più sana. È eventualmente possibile utilizzare un ventilatore che va a spingere i vapori tossici lontano dall'operatore. Dopo una seduta di fusione, è raccomandato di fare una doccia ed un shampo e di lavare i vestiti per sbarazzarsi bene del piombo che si è depositato ovunque.
La temperatura di fusione del piombo è di circa 327°C, quella dello stagno è nettamente più bassa, 232°C, e quella di una lega è variabile secondo la sua composizione ma inferiore a quella del piombo puro, attenzione quindi a non esagerare con lo stagno, che abbassa il punto di fusione rendendo i proiettili troppo sensibili alle temperature di sparo e di canna.
La temperatura di fusione dovrà essere tuttavia sufficiente affinché la combinazione dei materiali si produca e che la mescolanza diventi omogenea, per ciò, non bisogna esitare a mescolare bene ad alta temperatura i diversi metalli, è augurabile aiutarsi di un poco di cera d' api o di un prodotto adattata a questo uso per facilitare l'operazione. Questo prodotto si deposita sulla superficie della lega e limita i fenomeni di ossidazione durante la fase di ricombinazione dei componenti della lega. I diversi resti o impurità risaliranno allora alla superficie e si potranno eliminare con un cucchiaio. Questa operazione deve essere rinnovata ogni mezz'ora per conservare una lega omogenea e propria.
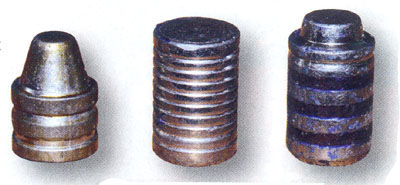
Tutti i fornetti RCBS, Lyman o LEE di alta classe sono attrezzati con potenze da 700 watt. La temperatura da forma a proiettili di diametro differente, quando matrice e lega avranno la giusta temperatura si avranno proiettili perfetti, lucidi, di diametro esatto e ottima consistenza, se la temperatura è troppo bassa il proiettile ne uscira incompleto, grigio e deforme, se la temperatura è troppo elevata il proiettile sembrerà chiaro, color acciaio e tenderà a spezzarsi o frantumarsi a causa della sua consistenza cristallina.
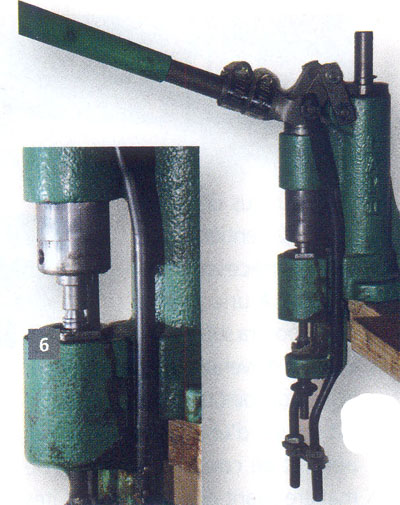
Così, le dimensioni dello stampo sono adattate alla lega che sarà utilizzata. Nella pratica, è relativamente difficile dominare perfettamente la composizione della lega utilizzata e la sua temperatura di fusione, ciò conduce alle variazioni inevitabili di massa e di diametro dei proiettili ottenuti. Ora, il diametro è una caratteristica essenziale che influenza la precisione della munizione, è la ragione per la quale è necessario trafilare il proiettile dopo la fusione ogni proiettile per adattarlo perfettamente al diametro della canna. (sopra proiettili fusi di tipo wad cutter e una bilancia elettronica, sotto la trafilatrice della RCBS)
RCBS e Lyman propongono presse trafilatrici e ingrassatrici che assicurano simultaneamente il recalibraggio e la lubrificazione del proiettile, oppure si può ricorrere ad una matrice di trafilatura LEE da montare su un pressa standard. Nel primo caso, il proiettile è spinto in seno ad una matrice il cui l'alesaggio è rettificato al millesimo di pollice. Questa matrice è dotata dei piccoli canali periferici che permettono di portare nelle gole il lubrificante (grasso) che è messo sotto pressione in seno alla trafilatrice, per ciò, un pistone attivato da un collegamento a vite esegue tutto il lavoro. La complessità di questa attrezzatura, innalza il costo, che è equivalente a quello di una pressa di ricaricamento di buona marca. Nel secondo caso, l'idea di LEE è di utilizzare la pressa classica, con un DIE apposito in cui passa il proiettile mediante la spinta del pistone della pressa. Un ricettacolo incastrato su questa matrice permette di raccogliere i proiettili che hanno attraversato la matrice trafilatrice. Per facilitare questa operazione, i proiettili possono essere lubrificati leggermente con Alox, ciò che diminuisce molto le frizioni tra proiettili e DIE. Nei due casi, secondo il diametro che si vuole ottenere, bisogna procurarsi la matrice. Naturalmente i migliori risultati si ottengono con una trafilatrice classica.
La lubrificazione manuale dei proiettili si effettua in pochi minuti, le palle sono poste in un recipiente poi spalmato con un poco di Alox, basta poi muovere delicatamente il tutto e l'Alox si diffonde velocemente sull'insieme dei proiettili, conviene poi lasciare i proiettili alcune ore affinché il solvente dell'Alox evapori, le palle sono ricoperte allora da un film di spessore estremamente ridotto che assicura tuttavia un'eccellente lubrificazione del proiettile nella canna. Potrà rivelarsi utile lottizzare i proiettili ottenuti; difatti, da una fusione ad un'altra, la lega potrà essere leggermente differente, ciò che condurrà ad una variazione di massa delle palle ottenute. Per ottenere la migliore regolarità delle munizioni, è certamente augurabile utilizzare per una seduta di tiro dei proiettili di massa identica. L'uso di una bilancia numerica può rivelarsi molto pratico per questa operazione.
Per ottenere proiettili di buona qualità, occorre controllare prima che nessuna particella di piombo non non sia nel piano di giuntura del "mold" cioè delle pinze con matrice a vari fori, se qualcosa si inserisce tra le due facce della matrice essa non chiude più, ciò che condurrebbe a produrre dei proiettili la cui sezione non sarebbe più circolare. Una misura regolare del diametro delle palle prodotte sarà indispensabile, conviene misurare al tempo stesso il diametro al livello del piano di giuntura ed il diametro perpendicolare al piano di giuntura. La differenza tra queste due misure deve essere teoricamente uguale o dell'ordine di 1 a 2 centesimo di mm. Potrebbe essere necessario, il ricorso ad un spazzola nylon per estrarre delle eventuali particelle sul piano di giuntura dello stampo. Lo stampo è composto di un coperchio mobile che permette di tagliare il materia eccedenteavendo che ha oltrepassato le cavità dello stampo. Potrebbe essere necessario lubrificare l'asse di questa parte mobile dello stampo, si potrà utilizzare del lubrificante per palle RCBS o Lyman. Si potrà utilizzare del nero di fumo che si comporterà come un lubrificante solido apportando delle particelle di carbonio che favoriranno il distacco e la caduta delle palle per facilitare l'estrazione delle palle dello stampo, al momento della sua apertura. (a fianco la trafilatrice della RCBS)
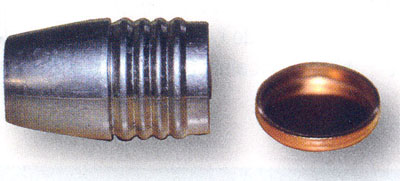
Chi utilizza munizioni magnum con una palla in lega di piombo può ritrovarsi la canna velocemente impiombata a causa delle velocità raggiunte dal proiettile. Alcuni dichiarano che il caldo intenso provocato dalla combustione della polvere può alterare anche la parte posteriore della palla e più particolarmente la zona di impermeabilità imperfetta tra la palla ed la canna. Per limitare questi fenomeni, è possibile utilizzare dei proiettili con forma della base particolare dove si può applicare una piccola coppa di ottone. Ciò impone di ricorrere ad una configurazione di palla molto specifica, il diametro del proiettile è ridotto di circa 1/5 a 1/8 di millimetro per potere incastonare lì il gas check. Esistono degli stampi misti che offrono delle impronte con e senza opzione di montaggio del gas check.
Il montaggio del gas check sul proiettile impone l'utilizzo di una trafilatrice RCBS o Lyman, il gas check è posizionato sul pistone che livella l'entrata della matrice poi, il proiettile è messo al di sopra, l'azione del pistone permetterà di incastonare il gas check sulla parte posteriore della palla. Durante il tiro, il gas check viene a proteggere il piombo della palla ed assicura anche una leggera ritenuta degli eventuali residui di piombo proveniente dello sfregamento del proiettile sulle pareti della canna. L'aggiunta di un gas check costa solamente poco tempo durante la trafilatura del proiettile ma il suo uso non si giustifica che per i tiri coi forti dosi di polvere e delle velocità superiori a 400 m/s.
Durante la fusione della lega il metallo ad alta temperatura può essere soggetto a piccole dilatazioni e schizzi di lega fusa, è importante proteggersi con vestiti pesanti o pettorine adatte, occhiali, cappello e guanti. Qualora oggetti bagnati tocchino la miscela incandescente questa esploderà con lapilli che saranno scagliati come proiettili in tutte le direzioni, è preferibile non indossare materie sintetiche suscettibili di sciogliersi al contatto del piombo in fusione, portare sempre delle scarpe chiuse.
Conclusione:
Produrre proiettili in proprio è gratificante, risparmioso e utile, è così possibile ottenere un guadagno in precisione significativa rispetto ad una munizione originale che ha il dovere di funzionare con tutte le armi conformi alle norme internazionali. Il tiratore che pratica questa attività troverà un'eccellente opportunità di migliorare ancora i suoi risultati su bersaglio. Un ricaricatore allenato potrà produrre oltre 500 proiettili l'ora, potrà dedicarsi alla fusione poche ore all'anno per garantirsi l'intera produzione ad un costo bassissimo.(sotto nell'immagine una rappresentazione di cosa si può fare con la fusione fatta in casa)
Riportiamo un articolo di Roberto Allara sulla fusione fatta in casa: ARTICOLO